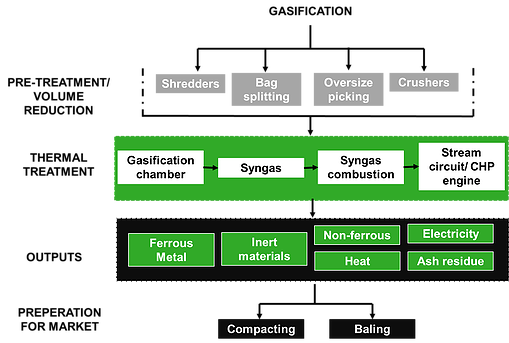
Gasification is a process that converts organic or fossil fuel based carbonaceous materials into carbon monoxide, hydrogen and carbon dioxide. This is achieved by reacting the material at high temperatures (>700 °C), without combustion, with a controlled amount of oxygen and/or steam.
Typically, advanced thermal treatment processes will treat prepared fuels (e.g. Refuse Derived Fuels) derived from municipal (or other) waste streams. This Refuse Derived Fuel (RDF) or Solid Recovered Fuel (SRF) comprises the energy-rich elements of the waste stream, typically paper, card and plastics.
Configuration
Technology restrictions
- Gasification systems is capital intensive.
- All non-metal recyclable materials will be destroyed.
- Fuel is bulky and frequent refueling is often required for continuous running of the system.
Main license requirements for gasification
Advantages:
- Captures carbon dioxide which is harmful to the environment
- Provides energy security
Disadvantages:
- Significant capital costs for these facilities
- Requires highly skilled operators
- Requires specific feedstock to gain the full potential
Waste-fuelled gasification project, Greve in Chianti, Italy
Construction of the power station at Greve in Chianti in the early 1990s was funded bynthe municipalities in the area around Florence, Italy, to recover energy from MSW collected in the same area. In 1988, Termiska Processer AB (TPS) licensed their lowpressure, air-blown, circulating fluidized bed (CFB) gasification process to Ansaldo of Italy. TPS next provided the design of two refuse derived fuel (RDF) pellet gasifiers for a small commercial-scale plant at Loc. Testi, Passo dei Pecorai, Greve in Chianti, Italy. The plant was designed by Studio Ingenaria Ambientale and built by Ansaldo Aerimpianti, and was commissioned in 1992 and turned over to the owner, Servizi Ambientali Area Fiorentina (S.A.F.I.), early in 1993.In the late 1970s, TPS began development of CFB boilers, and in the mid 1980s turned their attention to CFB gasifiers. The impetus for this work was the high price of fuel oil and the desire in Scandinavia to utilize bark as a fuel in lime kilns. As a consequence, in 1984 TPS embarked on the development of a biomass-fuelled atmospheric pressure gasification system, and constructed a 2 MWt pilot plant gasifier. Although the technology developed by TPS was fairly sophisticated in that it was able to effectively andle a wide range of feedstock types, and was capable of being scaled up in size, the gas produced was heavily contaminated with tarry components that would make its use in gas turbines and engines difficult without gas cleaning. As a result, in 1988 a dolomite tar cracker, cold gas filter, wet scrubber and modified 500 kW diesel engine were developed and added to the pilot plant. As part of the Greve in Chianti project,test work was conducted in the pilot plant gasifier using Italian pelletized RDF as feedstock.